
 Print
PrintMedical devices are becoming more capable, more compact, and more integrated, often all at once. A decade ago, many products relied on discrete sub-assemblies, a plastic housing, a separate metal conductor, a bonded electrode, a welded sensor element, a manually assembled connector. Today, those same functions are increasingly consolidated into single, highly engineered components where micro plastics and micro metals coexist. That trend is one of the clearest indicators of where medtech design is headed, essentially towards fewer parts, tighter packaging, and higher functional density.
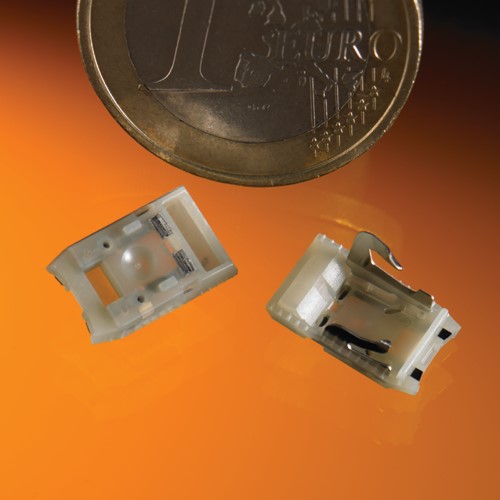
MICRO INSERT MOLDING
This is exactly where micro insert molding comes into sharp focus. It provides a practical route to integrating metal functionality directly into molded polymer geometries, reducing part count, improving alignment repeatability, simplifying assembly, and enabling form factors that would be difficult to achieve otherwise. But it also introduces a hard truth that experienced teams learn quickly, the polymer–metal interface is where reliability is won or lost.

At micro scale, the interface is not a footnote. It becomes the product. If the plastic fails to seal properly around a metal insert, you can create leakage paths, corrosion risks, or contamination issues. If an electrode insert shifts by only a few microns, signal fidelity and repeatability may suffer. If residual stress accumulates at the interface, creep and relaxation can alter fit or performance over time.
In medtech, these outcomes aren’t just costly, they can become regulatory and patient-safety concerns. So how should medical device teams think about micro insert molding, and what should they expect from a micro molding partner when designs blend polymer and metal in extremely tight spaces?
INSERT MOLDING IN MEDTECH
The reason insert molding is accelerating in medtech is straightforward, it supports the industry’s dominant design direction, doing more in less space.
By embedding metal elements such as electrodes, contacts, lead-frames, or reinforcing components into molded parts, OEMs can combine structural and functional roles in one component. That often means fewer assembly steps, fewer bonded joints, and less reliance on manual handling.
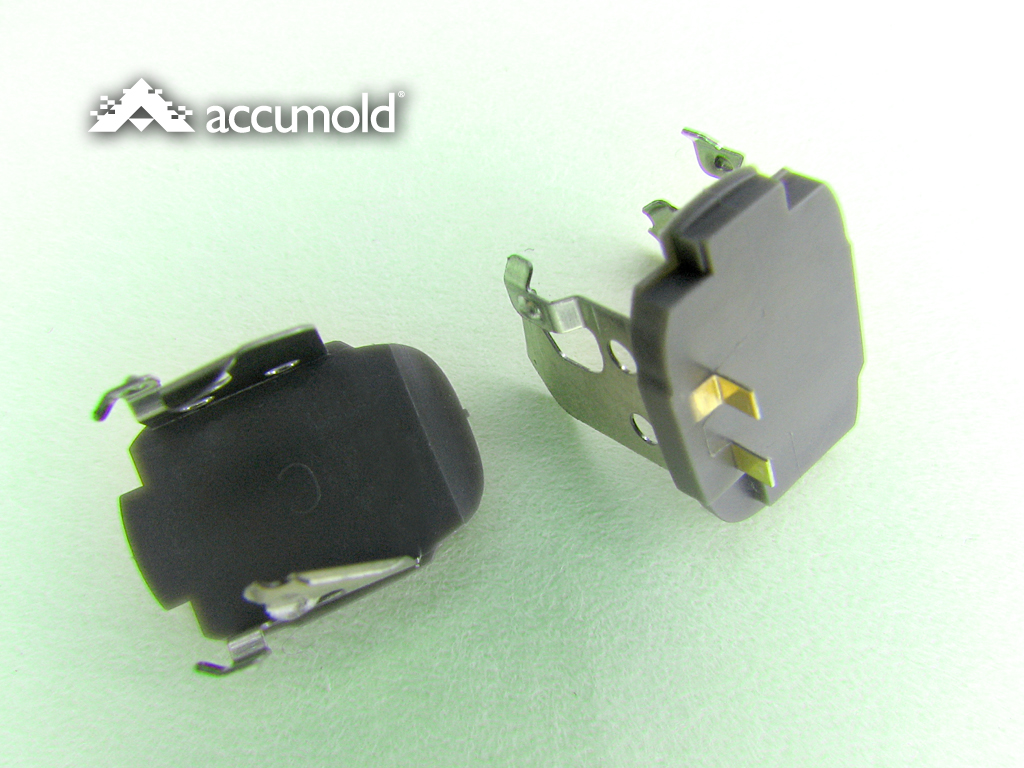
Perhaps most importantly, it means critical alignment is increasingly defined by tooling and process rather than by the variability of downstream assembly. These benefits show up in wearable sensors with embedded electrodes, diagnostic cartridges with integrated contacts, micro-electronic modules used in medical devices, and surgical components where miniaturized metal features need to be captured reliably in polymer.
But every advantage comes with manufacturing complexity, and the first complexity is the interface itself. Insert molding is easy to describe (place metal in a cavity, inject polymer, remove part) but difficult to execute consistently at micro scale.
CHALLENGES
The root challenge is that metals and polymers behave fundamentally differently. Metals conduct heat rapidly while polymers do not. They expand and contract at different rates. Polymers can creep, relax, or absorb moisture while metals generally remain dimensionally stable. Surface conditions of metal inserts — oxidation states, plating, cleanliness — change how polymer seals and how mechanical capture performs. And the injection process introduces pressure and temperature that can either create a robust, stable interface or build in stress that only appears as a problem weeks or months later.
At larger scales, teams can sometimes compensate with adhesives, larger bonding areas, or mechanical fasteners. At micro scale, those options shrink quickly, and the smallest void, flash line, or positional deviation can become a functional failure.
That is why many micro insert molding failures don’t begin at the molding press, they begin with insert handling. Micro inserts can be delicate, such as thin lead-frames, fine wire-like structures, micro meshes, plated contacts, and miniature electrodes. If they bend, shift, or pick up contamination before they ever see plastic, the interface is compromised from the outset.
A capable micro molder needs a repeatable approach to insert condition and placement, and that includes controlling cleanliness, preventing deformation, locating the insert with high positional accuracy, and ensuring it remains stable during injection.
If an insert moves during the shot, positional tolerance is lost. If an insert deforms, assembly can fail later. If an insert is contaminated, sealing and long-term reliability can suffer. This is an area where Accumold has built deep, production-proven experience, handling delicate inserts without damage, engineering placement strategies that repeat, and maintaining stability at volumes where small deviations show up quickly.
INTERFACE DESIGN
Once inserts can be placed predictably, the next decisive factor is interface design. It’s tempting to view interface strength as a “materials problem,” but in many successful insert-molded medical components, geometry does most of the work.
Micro insert molding is often stabilized through mechanical capture features and intentional interface architecture (pockets, lock geometries, controlled shutoffs, and strain relief zones that manage how stresses are distributed and how the polymer seals around metal). In medical applications, the interface must be designed not only for initial strength but for life-cycle performance.
Parts may see sterilization, thermal cycling, repeated actuation, fluid exposure, or long-term storage. Each of these can place the interface under conditions that reveal weaknesses. That is why early design collaboration matters. The best outcomes occur when the molder participates early enough to influence which features protect the interface and which introduce risk.
MATERIAL SELECTION
Material selection is the next layer, and in micro insert molding it is inseparable from interface reliability. Choosing a polymer isn’t just about stiffness or chemical resistance, it’s about how that polymer behaves around metal over time. Creep and stress relaxation can reduce clamp loads and change sealing performance. Thermal mismatch can introduce cyclic stress that slowly shifts positional relationships. Chemical exposure can swell or embrittle a polymer, subtly altering geometry at the interface. Sterilization can change material properties in ways that matter at micron-scale fits. And the ability to fill micro features cleanly (without creating stress concentrations) varies dramatically between polymers.

High-performance resins such as LCP, PEI (Ultem), and PEEK often play important roles in these applications because they can provide thermal stability, chemical resistance, and stiffness, but they also demand disciplined processing control at micro scale. A mature micro molder approaches this as interface engineering, not simply material selection.
POSITIONAL TOLERANCE
In most insert-molded electrode and sensor applications, the most critical variable is positional tolerance. Small positional shifts can affect electrical contact performance, sensor repeatability, calibration stability, assembly fit, sealing behavior, and mechanical robustness.
These issues can be hard to spot in small runs but become obvious at scale. That is why high-cavity micro tooling capability and a repeatable insert placement strategy matter so much. The real question is not whether the part can be molded, but whether insert position can be held consistently across cavities, across lots, and across long production runs. Accumold’s experience in high-volume micro molding is particularly relevant here, because scaling insert molding without losing positional control is a defining capability in medical programs that need both miniaturization and manufacturing certainty.
MEASUREMENT
Of course, none of this matters if you can’t measure what you’ve built. Micro insert molding introduces a metrology challenge as many critical features are tiny, buried, or difficult to access.
A robust program requires measurement methods that verify insert position and orientation, inspection strategies that detect flash or incomplete sealing, and validation approaches that test interface stability under expected environmental conditions. Just as importantly, teams need to understand measurement variation so metrology doesn’t mask true part variation or create false confidence. This is where disciplined validation and inspection planning become essential. In high-stakes medical applications, it’s not enough to pass a drawing on day one, the process must be stable and predictable.
SUMMARY
The practical takeaway for medical device teams is that micro insert molding is one of the most powerful tools available for modern medtech design, but it demands respect. The polymer–metal interface is not merely a seam, it is a reliability-critical engineered system. It must be designed, molded, measured, and validated as such. For OEMs developing electrode-based wearables, sensor modules, implantable systems, diagnostic components, or precision surgical devices, the smartest move is to engage micro molding expertise early, before geometry is locked and before assumptions become expensive.
At Accumold, we’ve seen repeatedly that successful insert molding programs are rarely defined by a single clever idea. They are defined by discipline, predictable insert handling, intentional interface design, repeatable positional control, and validation rigor that matches the stakes of the application.
When plastic meets metal at the micron level, “close enough” is not a strategy. Engineered reliability is, and it’s what separates promising concepts from medical components that can be trusted at scale.