
Wat is Micro-spuitgieten?

Micro-spuitgieten is een zeer gespecialiseerd productieproces dat uiterst kleine, heel nauwkeurige thermoplastische onderdelen en componenten met microntoleranties produceert. Het proces begint in een gereedschapsafdeling waar een mal wordt gemaakt die een holte heeft in de vorm van het gewenste onderdeel. Thermoplast of hars wordt snel in de holte gespoten, waardoor het onderdeel of component met hoge snelheid wordt gemaakt.
Het maakt niet uit hoe u het spelt, micro spuitgieten, microspuitgieten of zelfs micro-spuitgieten, er wordt tegenwoordig veel over gepraat in technische kringen. Dit weerspiegelt de toegenomen belangstelling van ontwerpers en fabrikanten voor het produceren en aanschaffen van uiterst nauwkeurige, micro-gekenmerkte kunststof onderdelen. Het resultaat is dat talloze artikelen in de vakbladen over deze nieuwe niche in de spuitgietindustrie veel verschillende definities bevatten, waardoor verwarring ontstaat. Dus wat is micro-spuitgieten precies? Onderdeelgrootte is één van de voor de hand liggende elementen, maar is dit het enige element? Of wordt het eenvoudigweg bepaald door de grootte van de injectiepers? Hoe zit het met precisie, of moet het onderdeel gewoon klein zijn? Bij Accumold geloven we dat echt micro-spuitgieten veel meer inhoudt dan grootte of machine.
Hoe zit het met de grootte?
De term “micro” suggereert uiteraard dat micro-spuitgieten iets te maken heeft met grootte, maar hoe wordt het gedefinieerd?
Als men spreekt over onderdelen die minder dan een gram wegen, zit men in de goede richting, maar het gaat niet enkel over grootte. Men kan iets klein gieten, maar dit dient ook telkens efficiënt en precies te gebeuren. Micro-spuitgieten moet duizenden, miljoenen, zelfs miljarden onderdelen met dezelfde precisie kunnen produceren.
Hoe zit het met de machine?
Tegenwoordig kan iedereen een injectiepers van verschillende fabrikanten kopen. Velen van hen maken zelfs reclame voor speciale persen voor “micro-spuitgieten”. “Een micro-spuitgietmachine wordt echter niet alleen ingedeeld op basis hardware .
De combinatie van innovatie, verwerking en deskundige gereedschapsbouw vormen samen de elementen van echt micro-spuitgieten. En net zoals het kopen van een piano iemand niet meteen een virtuoos maakt, heeft men jaren ervaring nodig om het proces onder de knie te krijgen. Een goede pers is enkel zo goed als de technologie die eraan voorafgaat.
Hoe zit het met “kleine” onderdelen?
Niet elke toepassing vereist microscopisch kleine onderdelen, vaak heeft een klant een klein gietproject dat veeleisende geometrie en nauwe toleranties vereist, maar op een iets grotere schaal. Een onderdeel dat ongeveer 2,5 cm lang is, kan bijvoorbeeld veel micro-afmetingen hebben, een wandsectie van 1 mm dun, een gat van 20 mm diameter, enz. Deze eigenschappen kunnen extreem zijn, maar een echte micro-spuitgietmachine kan de vaardigheden en expertise van succesvol micro-spuitgieten toepassen op deze “grotere” onderdelen.
Invoegen / Lead Frame Spuitgieten


Een ander belangrijk element voor elke micro-spuitgietmachine is de mogelijkheid om andere traditionele spuitgietprocessen op microschaal uit te voeren. De vraag naar leadframe- en insert-spuitgieten op microformaat blijft groeien en dezelfde vereisten voor afmetingen en tolerantie van standaard micro-spuitgieten zijn ook van toepassing op deze processen.
De mogelijkheid om een onderdeel van microformaat te overspuiten op een extreem kleine insert met behoud van consistentie en nauwkeurigheid is van cruciaal belang. Dit proces is veelgevraagd voor het aanhoudende succes van de micro-elektronica- en halfgeleiderindustrieën.
Insert micro-spuitgieten is van toepassing op meer dan alleen metalen inserts. Het betekent kunnen gieten in en rond heel wat andere materialen zoals keramiek, glas, stoffen, film of folie en andere kunststoffen.
De afbeelding rechts is een voorbeeld van insert-spuitgieten op microschaal. Dit specifieke voorbeeld toont een speciale stoffen insert, dat zorgvuldig in het midden van het onderdeel is geplaatst. Om dit onstabiele en delicate materiaal met succes te gieten, snijden, positioneren en afsluiten, moet de mal zeer nauwkeurig zijn. Het gietproces vereist herhaalbare controle om beschadiging van de insert te voorkomen, terwijl de nauwe toleranties van het onderdeel zelf behouden blijven.
2-Shot Micro-Spuitgieten

Een bijkomende mogelijkheid van micro-spuitgieten is om twee verschillende materialen tegelijkertijd op hetzelfde onderdeel te gieten. De twee verschillende thermoplastische harsen worden synchroon gespoten, zodat er slechts één gietcyclus nodig is. Vaak kan dit proces waardevolle cosmetische of functionele eigenschappen toevoegen, arbeid verminderen of helpen om het onderdeel robuuster te maken.
De afbeelding hierboven heeft een zacht durometer-materiaal in het midden, omgeven door een hard ABS-structuurmateriaal. Dit onderdeel is in één mal gegoten, waardoor het niet nodig is om twee delen te bouwen en deze of twee gereedschappen te monteren en het ene materiaal in het andere te plaatsen, wat tijd en middelen bespaart.
Micro-Optica
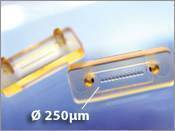
De wereld van micro-optica en micro-spuitgieten lijken hand in hand te gaan. Deze hightech marktsector vereist micronniveau-functies en micronniveau-toleranties. Het is ook niet alleen een product voor de telecommunicatiemarkt. Producten zoals medische diagnostiek, endoscopische en minimaal invasieve chirurgische instrumenten en microsensor-toepassingen maken gebruik van deze kleine lenzen. De afbeelding rechts is een array met 12 lenzen voor de datamarkt met hoge bandbreedte. Het is gemaakt van Sabic’s Ultem®-materiaal. Elke lens heeft een diameter van 250 µm op een middelpunt van 250 µm. De niet-cumulatieve positietoleranties van elke lens vanaf de datum post is ±3 µm.
Interne Tooling & Productie voor Micro-Spuitgieten

Het beheer van het malontwerp en het bouwproces is essentieel voor het succes van elk micro-spuitgiet-project. Het bezitten van interne middelen voor het ontwerpen, bouwen en onderhouden van gereedschappen is een belangrijk voordeel bij extreem krappe toleranties en complexiteiten van de onderdelen die we al hebben genoemd. Het einddoel; om telkens tijdig goede onderdelen te maken, zijn ervaren interne tooling, ontwerptechniek, projectplanning, procestechniek en hoogwaardige technische middelen vereist. Dit zorgt voor een volledig ontwikkeld ontwerp voor productie. Het zou heel moeilijk zijn om deze taken uit te besteden bij dergelijke complexe productieprojecten. De interne gereedschapsmakers zijn integrale leden van het projectmanagementteam, evenals de kwaliteitstechnici en procesingenieurs. Het team moet veel geavanceerde productieprocessen plannen en uitvoeren met strikte projectschema’s. De behoefte aan duidelijke doorlopende communicatie is essentieel. Interne middelen spelen ook een cruciale rol bij routine-onderhoud, productwijzigingen of reparaties die nodig kunnen zijn. Succes is nooit gegarandeerd, maar de kansen nemen dramatisch toe wanneer project- en productieplanning, tijdlijn en uitvoeringsverantwoordelijkheid allemaal binnen het beheer van één enkele entiteit liggen.
Automatisering en Verpakking

Het hanteren en verpakken van onderdelen lijkt soms bijzaak, maar in veel gevallen is het bijna net zo belangrijk voor het proces als het maken van het onderdeel. Een klein onderdeel gieten is één ding. Het gieten en verpakken op een manier die handig is voor de klant, kan op zich al een uitdaging zijn.
Interne automatisering en verpakking op maat kan in vele vormen voorkomen. Dit kan reel-to-reel verpakking zijn, lichte subassemblages, matrijsvormen en verenkelen van leadframes, inline inspectie of heel wat andere aangepaste secundaire processen. Deze toegevoegde diensten vervolledigen de totale micro-spuitgiet-dienst en kunnen soms het verschil maken tussen succes en mislukking van een project.
Kwaliteitsgarantie

Kwaliteitsgarantie is absoluut noodzakelijk voor elk micro-spuitgietproject. De mogelijkheid om te bewijzen dat onderdelen telkens op maat zijn gemaakt, is waar echte capaciteiten worden getest. Deze garantie komt op verschillende manieren.
Kwaliteit begint bij de start van elk project. De produceerbaarheid van een ontwerp wordt beoordeeld om ervoor te zorgen dat het project goed gestart is. Overwegingen voor kwaliteit, de robuustheid van het proces en het kunnen inspecteren en meten gebeuren zo vroeg mogelijk in het proces.
Van daaruit worden controleplannen ontwikkeld voor kritieke kenmerken, FMEA-resultaten en andere kwaliteitseisen. Afhankelijk van wat geschikt is, worden hightech- en lowtech-metingen gebruikt. Waar nodig kunnen meetplannen worden gebruikt met precisie-meetpennen en inline visiesystemen met hoge resolutie. Controle van zowel de afmetingen van het gereedschap als van de afmetingen van het afgewerkte onderdeel vereist vaak microscopische metingen met een sterke vergroting.
Productbehandeling is ook een belangrijk aandachtspunt. Oppervlaktevervuiling kan minimaal hinderlijk zijn voor onderdelen van deze grootte. Voor delicate artikelen zijn de juiste processen nodig om ervoor te zorgen dat het product onbeschadigd bij de klant aankomt. Automatisering en gieten in een cleanroom kunnen nodig zijn.
Beste Materialen voor Micro-Spuitgieten
Micro-spuitgietmaterialen zijn er in bijna net zoveel vormen als er ideeën zijn in het hoofd van een Mechanical Engineer. In de wereld van micro-spuitgieten vereisen cruciale onderdelen vaak exotische of hoogtechnologische verbindingen.
Materialen zoals PEEK, PEI (Ultem®), met koolstof gevulde LCP of met glas gevulde nylons zijn alledaags. Zachte durometer of elastomere harsen zijn ook prominent. Directe ervaring met deze materialen in de context van micro-spuitgieten is een ander deel van de waardevolle kennis die nodig is om het resultaat van de hars/deelontwerp-combinatie te maximaliseren.

Klanttevredenheid
Uiteindelijk draait alles om het afgewerkte onderdeel of de assemblage. Een authentieke micro-spuitgieter produceert telkens weer consistent en efficiënt extreme onderdelen. Een echte micro-spuitgieter voldoet ten slotte aan de hoge eisen van moderne productie. Het vakmanschap en de vindingrijkheid in het proces gaan verloren als het product de klant uiteindelijk niet tevreden stelt.
Hoewel micro-spuitgieten misschien nieuw en onbekend lijkt, is Accumold al meer dan twee decennia actief in de ‘micro’-business en heeft in de loop der jaren miljarden micro-gegoten onderdelen geproduceerd. Het is waar we als bedrijf zijn begonnen, en het is waar we blijven groeien, innoveren en produceren.
Authentiek micro-spuitgieten is onze manier van denken, onze manier van doen en onze manier van leven.
Neem vandaag nog contact/contact op als u vragen hebt!
{kind=link}