
What is Micro Molding?

Il microstampaggio è un processo di produzione altamente specializzato che produce parti e componenti termoplastici estremamente piccoli e di alta precisione con tolleranze micron. Il processo inizia in un reparto di attrezzeria dove viene creato uno stampo avente una cavità della forma del pezzo desiderato. La termoplastica o resina viene iniettata velocemente nella cavità, creando il componente o la parte a velocità elevate.
Non importa come lo si scrive, micro stampaggio o anche microstampaggio, oggigiorno se ne parla molto nei circoli ingegneristici. Ciò riflette il crescente interesse da parte di progettisti e fabbricanti nella produzione e nella fornitura di parti in plastica di alta precisione e con microcaratteristiche. Il risultato sono gli innumerevoli articoli pubblicati sulle riviste specializzate che trattano di questa nuova nicchia del settore dello stampaggio a iniezione e che contengono molte definizioni diverse, creando una certa confusione. Allora, cos’è esattamente il microstampaggio? La dimensione del pezzo è uno degli elementi più ovvi, ma è l’unico? O è semplicemente definito dalle dimensioni della pressa ad iniezione? E che dire della precisione, o basta che il pezzo sia solo piccolo? Da Accumold crediamo che il vero microstampaggio non sia solo una questione di dimensioni o di macchina.
E le dimensioni?
Ovviamente il termine “micro” suggerisce che il microstampaggio ha a che fare con le dimensioni, ma come viene definito?
Quando si parla di pezzi che pesano meno di un grammo, si è nel campo giusto, ma le dimensioni non bastano. Una cosa è stampare qualcosa di piccolo, un’altra è stamparlo in modo efficiente e preciso ripetutamente. Il microstampaggio deve essere in grado di produrre migliaia, milioni o persino miliardi di pezzi con la stessa precisione.
E la macchina?
Oggi chiunque può acquistare una pressa a iniezione da numerosi produttori. Molti di loro pubblicizzano persino presse speciali solo per il “micro stampaggio”. Tuttavia, un microstampatore non è classificato solo dall’hardware.
La combinazione di innovazione, lavorazione e costruzione di strumenti esperti insieme costituisce gli elementi del vero microstampaggio. E proprio come l’acquisto di un pianoforte non trasforma un individuo in un professionista da un giorno all’altro, ci vogliono anni di esperienza per padroneggiare il processo. Una buona pressa vale quanto la tecnologia che la precede.
E i pezzi “piccoli”?
Non tutte le applicazioni richiedono parti microscopiche, spesso un cliente ha un progetto di stampaggio di piccole dimensioni che richiede una geometria esigente e tolleranze strette, ma su una scala leggermente più ampia. Ad esempio, un pezzo lungo circa un pollice può avere molte caratteristiche microscopiche, una sezione di parete sottile di .004″ (.1 mm), un foro di .008″ (.20 mm) di diametro, ecc. Queste caratteristiche possono essere estreme, ma un vero microstampatore può applicare a questi pezzi “più grandi” le competenze e l’esperienza acquisite con il microstampaggio.
Stampaggio inserti/ telai di piombo


Un altro elemento chiave per qualsiasi microstampatore è la capacità di eseguire altri processi tradizionali di stampaggio a iniezione su microscala. La domanda per lo stampaggio di inserti e telai in piombo di microdimensioni continua a crescere e anche a questi processi si applicano gli stessi requisiti di dimensione e tolleranza del microstampaggio standard.
La capacità di sovrastampare un pezzo di microdimensioni su un inserto estremamente piccolo, mantenendo coerenza e precisione, è fondamentale. Questo processo è richiesto per il continuo successo delle industrie della microelettronica e dei semiconduttori.
Il microstampaggio degli inserti non si limita ai soli inserti metallici. Significa essere in grado di modellare dentro e intorno a una vasta gamma di altri materiali come ceramica, vetro, tessuti, pellicole o lamine di altre materie plastiche.
L’immagine a destra è un esempio di stampaggio con inserto su microscala. Questo particolare esempio mostra uno speciale materiale di inserto in tessuto posizionato con cura al centro del pezzo. Per alimentare, tagliare, posizionare e chiudere con successo questo materiale instabile e delicato, lo stampo deve essere molto preciso. Il processo di stampaggio richiedeva un monitoraggio continuo per evitare di danneggiare l’inserto pur mantenendo le strette tolleranze del pezzo stesso.
Microstampaggio a 2 colpi

Un’ulteriore caratteristica del microstampaggio è la possibilità di stampare contemporaneamente due materiali diversi sullo stesso pezzo. Le due diverse resine termoplastiche vengono iniettate in sincronia, in modo da richiedere un solo ciclo di stampaggio. Spesso questo processo può aggiungere preziose proprietà estetiche o funzionali, ridurre la manodopera o aiutare a rendere il pezzo più robusto.
L’immagine sopra ha un materiale durometro morbido al centro, circondato da un materiale strutturale ABS duro. Questo pezzo viene modellato in un’unica forma, eliminando la necessità di costruire due parti e di assemblarle o di utilizzare due strumenti e di inserire lo stampo di un materiale nell’altro, risparmiando tempo e risorse.
Micro-Ottica
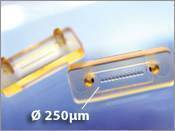
Il mondo della micro-ottica e del micro-stampaggio sembrano andare di pari passo. Questo settore di mercato altamente tecnologico richiede caratteristiche e tolleranze di livello micron. E non si tratta solo di prodotti per il mercato delle telecomunicazioni. Prodotti come la diagnostica medica, strumenti chirurgici endoscopici e mini-invasivi e applicazioni di microsensori stanno sfruttando queste minuscole lenti. L’immagine a destra è un array di 12 lenti per il mercato dei dati a larghezza di banda elevata. È realizzato in materiale Ultem® di Sabic. Ogni lente ha un diametro di 250 µm su centri di 250 µm. Le tolleranze posizionali non cumulative di ciascuna lente dal punto di riferimento sono ±3µm.
Produzione e attrezzeria di microstampaggio proprie

Il controllo del processo di progettazione e costruzione dello stampo è essenziale per il successo di qualsiasi progetto di microstampaggio. Disporre di risorse interne per la progettazione, la costruzione e la manutenzione degli stampi è un vantaggio significativo quando si ha a che fare con tolleranze estremamente strette e con la complessità dei pezzi già menzionati. L’obiettivo finale; la produzione ogni volta di pezzi di buona qualità in tempo richiede strumenti interni esperti, ingegneria di progettazione, pianificazione dei progetti, ingegneria di processo e risorse di ingegneria della qualità. Ciò garantisce un progetto completamente sviluppato per la produzione. Sarebbe molto difficile esternalizzare queste responsabilità con progetti di produzione così complessi. I produttori di strumenti interni sono membri integrali del team di gestione del progetto, così come i tecnici della qualità e gli ingegneri di processo. Il team deve pianificare ed eseguire molti processi produttivi sofisticati rispettando al contempo le rigide tempistiche del progetto. La necessità di una comunicazione chiara e continua è essenziale. Le risorse interne svolgono anche un ruolo fondamentale nella manutenzione ordinaria, nell’esecuzione di modifiche ai prodotti o nelle riparazioni che potrebbero essere necessarie. Il successo non è mai garantito, ma le probabilità aumentano notevolmente quando la pianificazione del progetto e della produzione, la tempistica e la responsabilità dell’esecuzione sono sotto il controllo di un’unica entità.
Automazione e imballaggio

La gestione e l’imballaggio dei pezzi a volte sembrano un aspetto secondario, ma in molti casi sono importanti per il processo quasi quanto la realizzazione del pezzo. Stampare un pezzo piccolo è un conto, modellarlo e imballarlo in modo da orientarlo in modo utile per il cliente potrebbe essere di per sé una sfida.
L’automazione e l’imballaggio personalizzati interni possono assumere diverse forme. Può trattarsi di imballaggio da bobina a bobina, sottogruppi leggeri, formatura e singolarizzazione del telaio in piombo, ispezione in linea o un’ampia gamma di altri processi secondari personalizzati. Questi servizi aggiuntivi completano il servizio di microstampaggio totale e talvolta possono fare la differenza tra il successo e il fallimento del progetto.
Garanzia di qualità

La garanzia della qualità è fondamentale per qualsiasi operazione di microstampaggio. La capacità di dimostrare che i pezzi sono realizzati sempre secondo le specifiche è il punto in cui vengono testate le reali capacità. Questa certezza arriva in vari modi.
La qualità inizia all’inizio di ogni progetto. Per garantire che il progetto parta con il piede giusto, vengono eseguite revisioni della progettazione per la producibilità. Le considerazioni sulla qualità, sulla robustezza del processo e sulla capacità di ispezionare e misurare avvengono nel processo il più presto possibile.
Da lì vengono sviluppati piani di controllo relativi alle caratteristiche critiche, ai risultati FMEA e ad altri requisiti di qualità. Le misurazioni ad alta e bassa tecnologia vengono utilizzate a seconda di ciò che è appropriato. Se necessario possono essere impiegati piani di misurazione che utilizzano perni di misurazione di precisione e sistemi di visione in linea ad alta risoluzione. La verifica delle dimensioni degli utensili e dei pezzi ultimati spesso richiede misurazioni microscopiche ad alto ingrandimento.
Anche la gestione del prodotto è un aspetto da tenere in considerazione. La contaminazione della superficie può essere a dir poco fastidiosa per pezzi di queste dimensioni. Per i pezzi delicati, sono necessari processi adeguati per garantire che il prodotto arrivi integro al cliente. Può essere richiesta l’automazione e lo stampaggio in camera bianca.
I migliori materiali per il microstampaggio
I materiali per il microstampaggio hanno tante forme quante sono le idee nella mente di un ingegnere meccanico. Nel mondo del microstampaggio, i componenti mission-critical richiedono spesso composti esotici o altamente tecnologici.
Materiali come PEEK, PEI (Ultem®), LCP caricato con carbonio o nylon caricato con vetro sono comuni. Anche le resine a durometro o elastomeriche morbide sono prominenti. L’esperienza diretta con questi materiali nel contesto del microstampaggio è un’altra parte del prezioso bagaglio di conoscenze necessario per massimizzare le prestazioni della combinazione resina/pezzo.

Soddisfazione del cliente
Alla resa dei conti, l’importante è il componente o l’assemblaggio finito. Un autentico microstampatore produce sempre pezzi estremi in modo coerente ed efficiente. Un vero microstampatore ha il compito di soddisfare le elevate esigenze della produzione moderna. La maestria e l’ingegnosità del processo vanno perse se, alla fine, il prodotto non soddisfa il cliente.
Sebbene il microstampaggio possa sembrare nuovo e inedito, Accumold opera nel settore del “micro” da oltre due decenni e nel corso degli anni ha prodotto miliardi di pezzi microstampati. È da qui che siamo partiti come azienda, ed è da qui che continuiamo a crescere, innovare e produrre.
Il vero microstampaggio è il nostro modo di pensare, il nostro modo di fare e il nostro modo di vivere.
In caso di domande, non esitare a contattarci oggi stesso!