
What is Micro Molding?

Le micro-moulage est un processus de fabrication hautement spécialisé qui produit des pièces et des composants thermoplastiques extrêmement petits et de haute précision avec des tolérances au micron. Le processus commence dans un département d’outillage où un moule est créé avec une cavité de la forme de la pièce souhaitée. Le thermoplastique ou résine est rapidement injecté dans la cavité, créant ainsi le composant ou la pièce à grande vitesse.
Peu importe comment vous l’épelez, micromoulage, micro-moulage ou même micro moulage, on en parle beaucoup dans les cercles d’ingénierie ces jours-ci. Cela reflète l’intérêt accru des concepteurs et des fabricants pour la production et l’achat de pièces en plastique de haute précision à microéléments. Le résultat a été d’innombrables articles dans les magazines spécialisés traitant de ce nouveau créneau dans l’industrie du moulage par injection et contenant de nombreuses définitions différentes, créant une certaine confusion. Alors, qu’est-ce que le micro-moulage exactement ? La taille de la pièce est un élément essentiel, mais est-ce le seul ? Ou est-ce simplement défini par la taille de la presse à injecter ? Qu’en est-il de la précision, ou la pièce doit-elle simplement être petite ? Chez Accumold, nous pensons que le véritable micro-moulage implique bien plus que la taille ou la machine.
Qu’en est-il de la taille ?
Évidemment, le terme « micro » suggère que le micro-moulage a quelque chose à voir avec la taille, mais comment est-il défini ?
Lorsque vous parlez de pièces qui pèsent moins d’un gramme, vous n’êtes pas loin du compte, mais la taille seule ne suffit pas. C’est une chose de mouler un petit objet, c’en est une autre de le mouler de manière efficace et précise, encore et encore. Le micro-moulage doit être capable de produire des milliers, des millions, voire des milliards de pièces avec la même précision.
Qu’en est-il de la machine ?
Aujourd’hui, n’importe qui peut acheter une presse à injecter auprès de divers fabricants. Beaucoup d’entre eux proposent même des presses spéciales destinées au « micro-moulage ». Cependant, une machine de micro-moulage n’est pas classée uniquement en fonction du matériel.
La combinaison de l’innovation, du traitement et de la construction d’outils professionnels constitue les éléments d’un véritable micro-moulage. Et tout comme l’achat d’un piano ne fait pas de quelqu’un un virtuose du jour au lendemain, il faut des années d’expérience pour maîtriser le processus. Une bonne presse est aussi bonne que la technologie qui la précède.
Et les « petites » pièces ?
Toutes les applications ne nécessitent pas des pièces microscopiques. Souvent, un client a un petit projet de moulage qui nécessite une géométrie complexe et des tolérances strictes, mais à une échelle légèrement plus grande. Par exemple, une pièce mesurant environ un pouce de long peut avoir de nombreuses caractéristiques de taille micro, une section de paroi mince de 0,004″ (.1 mm), un trou de 0,008″ (.20 mm) de diamètre, etc. Ces caractéristiques peuvent être extrêmes, mais une véritable machine de micro-moulage peut appliquer les compétences et l’expertise d’un micro-moulage réussi à ces pièces « plus grandes ».
Moulage d’inserts/de lead frames


Un autre ingrédient clé pour toute machine de micro-moulage est la capacité d’exécuter d’autres processus de moulage par injection traditionnels à l’échelle micro. La demande de moulage de lead frames et d’inserts micro-dimensionnés continue de croître et les mêmes exigences de taille et de tolérance que le micro-moulage standard s’appliquent également à ces processus.
La capacité de surmouler une pièce de taille micro sur un insert extrêmement petit tout en maintenant la cohérence et la précision est essentielle. Ce processus est indispensable au succès continu des industries de la microélectronique et des semi-conducteurs.
Le micro-moulage des inserts s’applique à bien plus que les inserts métalliques. Cela signifie être capable de mouler dans et autour d’une grande variété d’autres matériaux tels que la céramique, le verre, les tissus, les films ou les feuilles d’aluminium à d’autres plastiques..
L’image de droite est un exemple de moulage d’insert à l’échelle microscopique. Cet exemple particulier montre un matériau d’insert en tissu spécial soigneusement positionné au centre de la pièce. Pour réussir à introduire, couper, positionner et fermer ce matériau instable et délicat, le moule doit être très précis. Le processus de moulage exige un contrôle répétable pour éviter d’endommager l’insert tout en respectant les tolérances strictes de la pièce elle-même.
Micro-moulage à 2 injections

En plus des capacités du micro-moulage, il est possible de mouler deux matériaux différents sur la même pièce en même temps. Les deux résines thermoplastiques différentes sont injectées en synchronisation de sorte qu’elles ne nécessitent qu’un seul cycle de moulage. Souvent, ce processus peut ajouter des propriétés esthétiques ou fonctionnelles précieuses, réduire le travail ou aider à rendre la pièce plus robuste.
L’image ci-dessus présente un matériau à duromètre doux au centre, entouré d’un matériau structurel ABS dur. Cette pièce est moulée dans un seul moule, éliminant ainsi le besoin de construire deux pièces et de les assembler ou d’utiliser deux outils pour insérer un matériau sur l’autre, ce qui permet d’économiser du temps et des ressources.
Micro-Optique
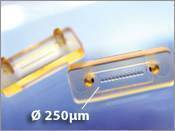
Le monde de la micro-optique et du micro-moulage semble aller de pair. Ce secteur de marché de haute technologie nécessite des caractéristiques et des tolérances au micron. Il ne s’agit pas non plus d’un produit destiné uniquement au marché des télécommunications. Des produits tels que les diagnostics médicaux, les outils chirurgicaux endoscopiques et mini-invasifs et les applications de microcapteurs tirent également parti de ces minuscules lentilles. L’image de droite est une matrice de 12 lentilles pour le marché des données à large bande passante. Elle est fait du matériau Ultem® de Sabic. Chaque lentille a un diamètre de 250 µm et un centre de 250 µm. Les tolérances de position non cumulatives de chaque lentille à partir du borne de référence sont de ± 3 µm.
Outillage et production de micro-moulage en interne

Le contrôle du processus de conception et de construction du moule est essentiel au succès de tout projet de micro-moulage. Disposer de ressources internes pour la conception, la construction et la maintenance des outils est un avantage significatif lorsqu’il s’agit de tolérances extrêmement strictes et de la complexité des pièces mentionnées précédemment. L’objectif final, à savoir la fabrication de bonnes pièces à temps, à chaque fois, nécessite des ressources internes expérimentées en matière d’outillage, d’ingénierie de conception, de planification de projet, d’ingénierie des processus et d’ingénierie de la qualité. Cela garantit une conception entièrement développée pour la fabrication. Il serait très difficile d’externaliser ces responsabilités avec des projets de fabrication aussi complexes. Les outilleurs internes font partie intégrante de l’équipe de gestion de projet, tout comme les techniciens qualité et les ingénieurs des procédés. L’équipe doit planifier et exécuter de nombreux processus de production sophistiqués tout en respectant des délais de projet stricts. Il est essentiel de disposer de communications claires et continues tout au long du processus. Les ressources internes jouent également un rôle clé dans la maintenance de routine, l’exécution des modifications de produits ou les réparations qui peuvent être nécessaires. Le succès n’est jamais garanti, mais les probabilités augmentent considérablement lorsque la planification, le calendrier et la responsabilité de l’exécution d’un projet et de la production relèvent tous d’une seule et même entité.
Automatisation et emballage

La manipulation et l’emballage des pièces semblent parfois être une préoccupation secondaire, mais dans de nombreux cas, ils sont presque aussi importants pour le processus que la fabrication de la pièce. Mouler une petite pièce est une chose. La mouler et l’emballer de façon à ce qu’elle soit orientée de manière utile pour le client peut être un défi en soi.
L’automatisation et l’emballage personnalisés en interne peuvent prendre de nombreuses formes. Il peut s’agir d’emballages bobine à bobine, de sous-ensembles légers, de formage et de séparation de lead frames, d’inspection en ligne ou d’une grande variété d’autres processus secondaires personnalisés. Ces services supplémentaires complètent le service total de micro-moulage et peuvent parfois faire la différence entre le succès et l’échec d’un projet.
Assurance qualité

L’assurance qualité est impérative pour toute opération de micro-moulage. C’est en prouvant que les pièces sont fabriquées conformément aux spécifications, à chaque fois, que les capacités réelles sont testées. Cette assurance se décline de différentes manières.
La qualité commence au début de chaque projet. Des examens de conception pour la fabricabilité sont effectués pour s’assurer que le projet est parti du bon pied. Les considérations relatives à la qualité, à la robustesse du processus et à la capacité d’inspecter et de mesurer interviennent le plus tôt possible dans le processus.
À partir de là, des plans de contrôle traitant des caractéristiques critiques, des résultats FMEA et d’autres exigences de qualité sont développés. Des mesures de haute technologie et de basse technologie sont utilisées en fonction de ce qui est approprié. Des plans de mesure utilisant des broches de jauge de précision, des systèmes de vision en ligne à haute résolution peuvent être utilisés si nécessaire. La vérification des dimensions de l’outil ainsi que des dimensions de la pièce finie nécessite souvent des mesures microscopiques à fort grossissement.
Il faut également tenir compte de la manipulation du produit. La contamination de surface peut être au minimum une nuisance pour des pièces de cette taille. Les composants délicats nécessitent la mise en place de processus appropriés pour s’assurer que le produit arrive intact chez le client. L’automatisation et le moulage en salle blanche peuvent être nécessaires.
Meilleurs matériaux pour le micro-moulage
Les matériaux de micro-moulage se présentent sous presque autant de formes qu’il y a d’idées dans l’esprit d’un ingénieur en mécanique. Dans le monde du micro-moulage, les composants critiques nécessitent souvent des composés exotiques ou hautement techniques.
Les matériaux comme le PEEK, le PEI (Ultem®), le LCP chargé de carbone ou les nylons chargés de verre sont monnaie courante. Les résines souples durométriques ou élastomères sont également prédominantes. L’expérience directe avec ces matériaux dans le cadre du micro-moulage est une autre partie du précieux savoir-faire nécessaire pour maximiser les performances de la combinaison résine/pièce.

Satisfaction du client
Au bout du compte, c’est le composant ou l’assemblage fini qui compte. Une machine de micro-moulage authentique produit des pièces extrêmes de manière cohérente et efficace à chaque fois. Une véritable machine de micro-moulage est finalement là pour répondre aux exigences élevées de la fabrication moderne. L’art et l’ingéniosité du processus sont perdus si, au final, le produit ne satisfait pas le client.
Même si le micro-moulage peut sembler nouveau et inédit, Accumold est dans le « micro » business depuis plus de deux décennies et a produit des milliards de pièces micro-moulées au fil des ans. C’est là que nous avons commencé en tant qu’entreprise, et c’est là que nous continuons à croître, à innover et à produire.
Le véritable micro-moulage est notre façon de penser, notre façon de faire et notre mode de vie.
Veuillez nous contacter dès aujourd’hui si vous avez des questions !